CNC సర్వో బెండింగ్ మెషిన్ HPE3513
ఉత్పత్తుల వివరణ
యంత్ర సాధనం ప్రధానంగా ఫ్రేమ్, స్లయిడ్, బ్యాక్ స్టాపింగ్ సిస్టమ్, కంట్రోల్ సిస్టమ్ మరియు అచ్చులను కలిగి ఉంటుంది.
1. ఫ్రేమ్: ఈ భాగం ఎడమ మరియు కుడి నిలువు వరుసలు, మద్దతు ప్లేట్, దిగువ పట్టిక మరియు బాక్స్ ఆకారపు ఫ్రేమ్ యొక్క ఇతర భాగాలను కలిగి ఉంటుంది.బెడ్ మొత్తం స్టీల్ ప్లేట్తో వెల్డింగ్ చేయబడింది మరియు వెల్డింగ్ తర్వాత, యంత్రం 24 గంటల పాటు 700 డిగ్రీల వద్ద అధిక ఉష్ణోగ్రత వృద్ధాప్యానికి లోబడి ఉంటుంది మరియు ఉపరితలం షాట్ బ్లాస్టింగ్తో చికిత్స చేయబడుతుంది, ఇది వెల్డింగ్ సమయంలో ఉత్పన్నమయ్యే అంతర్గత ఒత్తిళ్లను పూర్తిగా తొలగిస్తుంది మరియు యంత్ర సాధనం యొక్క దృఢత్వం మరియు దీర్ఘకాలిక స్థిరత్వాన్ని నిర్ధారించడానికి హెవీ-డ్యూటీ డిజైన్ను స్వీకరిస్తుంది.
2. స్లైడర్: ఈ భాగం ప్రధానంగా స్లైడర్, పవర్ బాక్స్, మాగ్నెటిక్ స్కేల్, స్క్రూ, దీర్ఘచతురస్రాకార గైడ్ రైలు మరియు ఇతర భాగాలను కలిగి ఉంటుంది.బోల్ట్లు మరియు ఫ్రేమ్ ఫాస్టెనింగ్ కనెక్షన్తో ఎడమ మరియు కుడి పవర్ బాక్స్, గింజలను ఉపయోగించి స్క్రూ మరియు స్లయిడర్, బాల్ బ్లాక్ కనెక్షన్, పాక్షిక లోడ్కు గురైనప్పుడు స్లయిడర్ యొక్క నిర్మాణం ప్రత్యక్షతను మెరుగుపరుస్తుంది.స్లయిడర్ మరియు ఫ్రేమ్ దీర్ఘచతురస్రాకార గైడ్ రైలు ద్వారా అనుసంధానించబడి ఉన్నాయి.గైడ్ రైలు స్వీయ కందెన, మరియు ప్రతి వారం చమురు యొక్క కొన్ని చుక్కలు మాత్రమే అవసరం.స్లయిడర్ స్ట్రోక్ యొక్క ఎగువ పరిమితి స్థానం, దిగువ పరిమితి స్థానం, ఖాళీ స్ట్రోక్ మరియు ట్రాన్సిషన్ పాయింట్ పొజిషన్ యొక్క వర్కింగ్ స్ట్రోక్, అలాగే డిటెక్షన్, ఫీడ్బ్యాక్ను నియంత్రించడానికి స్కేల్స్తో అమర్చబడిన C-ఆకారపు ప్లేట్ యొక్క రెండు వైపులా ఫ్రేమ్లో రెండు స్క్రూల సమకాలీకరించబడిన కదలిక.
3. నియంత్రణ వ్యవస్థ: స్వీయ-అభివృద్ధి చెందిన సంఖ్యా నియంత్రణ వ్యవస్థను స్వీకరించడం, ప్లేట్ మందం, మెటీరియల్, పొడవు మరియు బెండింగ్ ఫోర్స్ యొక్క ఆటోమేటిక్ లెక్కింపు, కోణీయ లోపం దిద్దుబాటు యొక్క ఆటోమేటిక్ లెక్కింపు ప్రకారం.
4. అచ్చు: ఈ భాగం రెండు భాగాలను కలిగి ఉంటుంది: ఎగువ అచ్చు అసెంబ్లీ మరియు దిగువ అచ్చు అసెంబ్లీ.ఎగువ అచ్చు స్లయిడ్పై అమర్చబడి, దాన్ని పరిష్కరించడానికి బిగింపు ప్లేట్పై ఆధారపడి ఉంటుంది, దిగువ అచ్చు సింగిల్ V, డబుల్ V మరియు బహుళ-V మరియు ఇతర రూపాలు కావచ్చు, వినియోగదారు అవసరాలకు అనుగుణంగా అచ్చును విభజించవచ్చు.
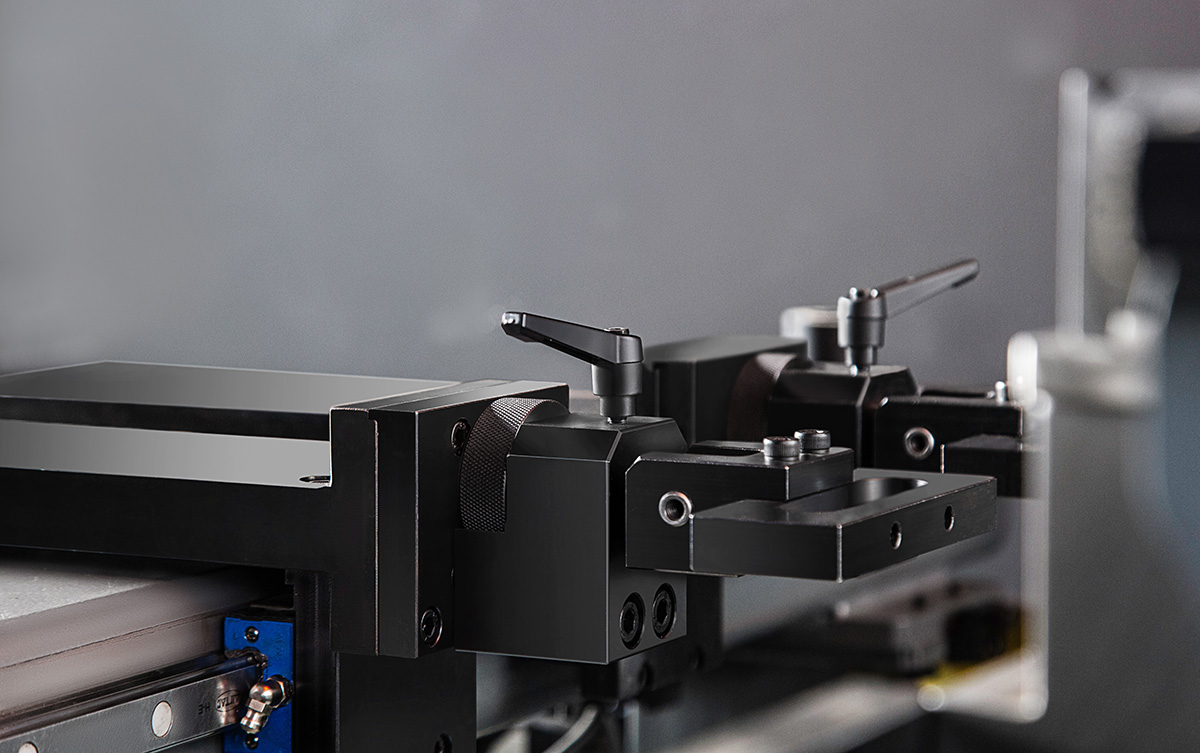
5. ఫ్రంట్ ఫీడ్ సపోర్ట్: ఈ భాగం ఒక ప్రామాణిక భాగం, వర్కింగ్ టేబుల్ ముందు భాగంలో ఇన్స్టాల్ చేయబడింది.ఉపయోగిస్తున్నప్పుడు, వర్క్పీస్ యొక్క పొడవు ప్రకారం, ముందు ప్యాలెట్ హోల్డర్ను బందు కోసం తగిన స్థానానికి మానవీయంగా తరలించవచ్చు, ప్యాలెట్ హోల్డర్ను అడ్డంగా మరియు నిలువుగా సర్దుబాటు చేయవచ్చు.
ప్రధాన స్పెసిఫికేషన్
| నం. | పేరు | పరామితి | యూనిట్ | |
| 1 | బెండింగ్ శక్తి | 350 | KN | |
| 2 | బెండింగ్ పొడవు | 1300 | mm | |
| 3 | రామ్ స్ట్రోక్ | 150 | mm | |
| 4 | గొంతు లోతు | 150 | mm | |
| 5 | గొంతు ఎత్తు | 420 | ||
| 6 | క్లోజ్డ్ ఎత్తు | 370 | mm | |
| 8 | వర్క్ టేబుల్ యొక్క ఎత్తు | 760 | mm | |
| 9 | బెండింగ్ వేగం | 50 | mm/సెకను | |
| 10 | వేగం సమీపిస్తోంది | 200 | mm/సెకను | |
| 11 | తిరిగి వచ్చే వేగం | 200 | mm | |
| 12 | X అక్షం | స్ట్రోక్ | 500 | mm |
| 13 | వేగం | 250 | mm/సెకను | |
| 14 | ఖచ్చితత్వం | ±0.02 | mm | |
| 15 | ప్రధాన మోటార్ | 2*7.5 | Kw | |
| 16 | బరువు | 3000 | Kg | |
| 17 | పరిమాణం | 1800*1500*2280 | mm | |
ఉత్పత్తి ఆకారం మరియు నిర్మాణం
1. Yangzhou Hanzhi స్వతంత్ర డిజైన్, అందమైన ప్రదర్శన, బాగా తయారు.
2. మొత్తం స్టీల్ ప్లేట్ వెల్డింగ్ నిర్మాణం, మందపాటి ఫ్రేమ్, దృఢత్వం మరియు షాక్ శోషణ.
3. నిర్మాణ భాగాలు ఇసుక వేయడం ద్వారా డీస్కేల్ చేయబడతాయి మరియు యాంటీరస్ట్ పెయింట్తో స్ప్రే చేయబడతాయి.
4. మెషిన్ టూల్ యొక్క కాలమ్, ఎగువ వర్కింగ్ స్లయిడ్ మరియు దిగువ పట్టిక ప్రపంచ అధునాతన పెద్ద-స్థాయి CNC ఫ్లోర్ బోరింగ్ మరియు మిల్లింగ్ మెషిన్ ద్వారా పూర్తి చేయబడ్డాయి, ఇది ప్రతి మౌంటు ఉపరితలం యొక్క సమాంతరత, లంబంగా మరియు సమాంతరతను నిర్ధారిస్తుంది.
5. పైకి డైనమిక్ బెండింగ్ డిజైన్ మృదువైనది, సులభంగా మరియు సురక్షితంగా ఉంటుంది.
6. దిగువ డెడ్ సెంటర్లో, వర్క్పీస్ యొక్క ఖచ్చితత్వాన్ని నిర్ధారించడానికి ఒత్తిడి సంరక్షణ ఆలస్యం యొక్క ఫంక్షన్ ఉంది.
7.జాతీయ లేదా అంతర్జాతీయ ప్రమాణాల పరిస్థితులలో, బెండింగ్ కోణం ఖచ్చితత్వం ± 0.5 డిగ్రీల లోపల నిర్ధారించబడుతుంది.
వివరాలు ప్రదర్శన